 logo
logo【摘要】注塑模具原理 台州注塑成型桶模具购买多映光电LED光源模组厂家小编模组小王为您解惑,今天介绍注塑模具原理 台州注塑成型桶模具购买的问题,以下就是模组小王对此问题和相关问题的归纳整理,一起来看看吧。文章目录导读:1、注塑模具成型的工作原理......
多映光电LED光源模组厂家小编模组小王为您解惑,今天介绍注塑模具原理 台州注塑成型桶模具购买的问题,以下就是模组小王对此问题和相关问题的归纳整理,一起来看看吧。
文章目录导读:
注塑模具成型的工作原理
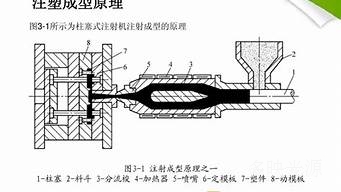
任何注塑模具都可以分为定模和动模两大部分。定模部分安装固定在注塑机的定模镶板 上,在注射成型过程中始终保持静止不动动模部分则安装固定在注射机的移动镶板上,在 注射成型过程中可随注塑机上的合模系统运动。开始注射成型时,合模系统带着动模部分朝 着定模方向移动,并在分型面处与定模部分闭合。
其对合的精确度由合模导向机构即由导柱和固定在定模板上的导套来保证。动模和定模闭合之后,加工在定模板中的定模型腔与固定 在动模板上的动模构成与制品形状和尺寸一致的闭合模腔,模腔在注塑机合模过程中被合模 系统提供的合模力锁紧,以避免它在塑料熔体的压力下胀开。
注塑机从喷嘴中注射出的塑料 熔体经由开设在浇口套中的主流道进入模腔,再经由分流道和浇口进入模腔,待熔体充满模 腔并经过保压、补缩和冷却定型之后,合模系统便带动动模后撤复位,从而使动模和定模两 部分从分型面处分开。当动模后撤到一定位置时。
安装在其内部的顶出脱模机构将会在注塑机顶棒的推顶作用下与动模其他部分产生相对运动,于是制品和浇口及流道中的凝料将会被 它们从动模上以及从动模一侧的分流道中顶出脱落,就此完成一次注射成型过程。
注塑原理及分析
注塑机是将塑料的热加工特性和金属的熔融压铸成型原理结合起来的一种专用设备。最初的柱塞式注塑机,到了40年代末才发展出预塑化螺杆式注塑机。此后,发展的重点主要是围绕着预塑化螺杆式注塑机进行,已线以后出现双螺杆、排气式等先进形式。
注塑机的结构及工作原理分析
1980年法国制造出当时世界上最大的螺杆注塑机,一次注射容量达170kg.从80年代到近几年,注塑机的发展主要集中在几个方面:即精微自动化控制系统及各种辅助设备在自动化模塑中的应用精密机械及高性能液压系统的配合各种专用注塑机的开发及电脑辅助设计对复杂形状制件塑料流动分析以决定最优良的注塑条件各种节能技术在注塑机上的应用。
注塑机的结构及工作原理分析
一、注塑机的工作原理
注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆剪切的双重作用下逐渐塑化,熔融和均化,当螺杆旋转时,物料在落槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后螺杆在注射油缸活塞推理的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在 合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。
二、注塑机的将组成结构分析
注塑机根据属注射成型工艺要求是一个机电一体化很强的机种,主要由注射部件、合模部件、机身、液压系统、加热系统、控制系统、加料装置等组成。目前,常见耳朵注塑装置有单缸形式和双缸型式。塑化部件有柱塞式和螺杆式两种。塑料在旋转螺杆的连续推动过程中,实现物理状态的变化,最后呈熔融状态而被注入模腔。因此,塑化部件是完成均匀塑化,实现定量注射的核心部件。
极冷极热注塑原理
工作原理是:模具开模时首先向模具内吹入高温高压蒸汽使模具温度迅速上升模具成型表面瞬间达到高分子材料玻璃转化温度Tg点以上然后射出塑胶熔体由于模具成型表面处于均匀的高温状态(稍高于Tg温度)塑胶熔体在型腔内流动性好易于结合并在充填过程中维持高模温在保压阶段后期,通过特定冷却方法快速降低模腔表面温度到聚合物脱模温度然后开模取件这样一个光洁亮丽的产品就产生了。
注塑模具封胶原理
塑胶模具是一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式模具的简称。模具凸、凹模及辅助成型系统的协调变化,可以加工出不同形状、不同尺寸的一系列塑件。塑胶模具是工业之母,现在新产品的生产加工都会涉及到塑料。
塑胶模具分为凹模与凸模两个部分。凹模与凸模之间有中空的区域,用于填充塑胶以成型塑胶产品,这个中空的区域称为型腔。塑胶注塑成型的基本原理是将塑胶原料加热到其熔点以上使其熔化,并使熔融的塑胶通过流道填充至型腔内,待熔融塑胶冷却并固化,便形成了预定形状与尺寸的塑胶产品。塑胶模具的型腔至少由凹模与凸模两个部分组合而形成,所以型腔组件之间必须有紧密接触的配合面,以将型腔密封,避免熔融塑胶溢出型腔,这称为封胶。现有的塑胶模具封胶结构的拆卸和安装很麻烦,影响生产效率。
即冷即热注塑原理
即冷即热模具系统的原理
较高的模具温度可以使熔体与高光模具表面接触更充分,制件表面平整度更高,从而使所得到材料的光泽度更高。塑胶原料熔融后快速冷却过程会在材料表面形成更多的晶核,减少球晶数量,结晶温度更低,材料结晶度更大,从未达到使材料具有更高的表面光泽度和表面硬度的效果。
对于注塑模具原理 台州注塑成型桶模具购买问题和相关问题就介绍到这里了,希望对你有用

